
Autók karosszériájának festése, korróziógátló és optikai kezelése
Tartalom
 Az autófestésnek két fő funkciója van. Működési szempontból a védelem fontosabb, ha a festék megvédi a testfelületet a káros külső hatásoktól (agresszív anyagok, víz, kőfúvások ...). Sok autós számára azonban fontosabb a festék esztétikai benyomása, ezért a jármű színe az egyik fontos kritérium a kiválasztásakor.
Az autófestésnek két fő funkciója van. Működési szempontból a védelem fontosabb, ha a festék megvédi a testfelületet a káros külső hatásoktól (agresszív anyagok, víz, kőfúvások ...). Sok autós számára azonban fontosabb a festék esztétikai benyomása, ezért a jármű színe az egyik fontos kritérium a kiválasztásakor.
A lakkozás felületkezelésként Kínából származik, és Kelet -Ázsiában érte el csúcspontját. A lovaskocsi meghatározó szerepet játszott a festőműhely területének járművekre történő kiterjesztésében. Abban az időben (18. század) tömegközlekedési eszköznek számított, amely később különböző fejlődési szakaszokon ment keresztül. Sokáig ez volt az első autók alapja. Századig az autók karosszériájának kereteit favázból készítették, amelyet szintetikus bőr borított. Csak a motorháztető és a sárvédők voltak fémlemezek, amelyeket festeni kellett.
Korábban az autókat ecsettel kézzel festették, ami megkövetelte a festő munkájának idejét és minőségét. A kézi festést nagyon hosszú ideig végezték a futószalagon lévő autók karosszériájának gyártásában. A modern lakkozási technikák és új anyagok hozzájárultak az automatizálás fokozásához, különösen az ipari, kötegelt lakkozásnál. Az alapvető módosítást merítőfürdőben végeztük, majd az egyes permetezési műveleteket hidraulikusan vezérelt robotokkal végeztük.
A fémtestekre való átállás egy másik előnyt mutatott a festésben - a feldolgozási és száradási idő jelentősen lecsökkent. A festési technika is megváltozott. Nitro-lakkkal kezdték festeni, ami megnövelte a gyártott alkatrészek számát. Bár a műgyanta lakkot az 30-as években találták fel, a nitrolakk használata a gyárakban és a javítóműhelyekben az 40-es évekig folytatódott. Mindkét forma azonban fokozatosan háttérbe szorult egy új technika – a tüzelés – hatására.
Az autók kézműves festésének fő feladata a javítás, kisebb mértékben az új festés, valamint a speciális festés és jelölés. A szakmunkásoknak lépést kell tartaniuk a műszaki fejlődéssel az autógyártásban, különösen a karosszéria anyagainak változásaiban (több műanyag, alumínium, különböző formák, horganyzott lemez) vagy a festékben (új színek, vízbázisú anyagok) és a kapcsolódó fejlesztésekben. a javítási és festési módszerek területén.
Festés felújítás után
Ebben a cikkben inkább a már festett felületek festésére koncentrálunk, pl. új alkatrészek festése nélkül, acc. autó karosszériák. Az új alkatrészek festése minden járműgyártó know-how-ja, és elmondható, hogy a festési folyamat mint olyan nagyrészt azonos, kivéve a „nyers” fémlemez korrózió elleni védelmének kezdeti lépéseit, például a karosszéria beázását. cink oldatban.
A jármű végfelhasználói jobban megértik a festési technikákat a sérült vagy kicserélt alkatrész javítása után. Ha autóját javítás után festette, ne feledje, hogy a végső megjelenés számos tényezőtől függ. Nem csak a befejező réteg minőségi megválasztásából, hanem az egész folyamatból is, amely a lap helyes és alapos előkészítésével kezdődik.
Festés, akk. Az előkészítő munka több szakaszból áll:
- polírozás
- takarítás
- tömítő
- teljesítmény,
- álcázás,
- lakkozás.
polírozás
Különös figyelmet kell fordítani a lemez és az egyes közbenső rétegek csiszolására, bár néha ez triviálisnak vagy akár kisebb műveletnek tűnik, amelyben csak sík felületre van szükség.
Csiszoláskor vegye figyelembe a következőket:
- A csiszolópapír helyes megválasztása a csiszolási területtől függ, legyen szó régi / új fémlemez, acéllemez, alumínium, műanyag csiszolásáról.
- Minden egyes következő réteg csiszolásakor a csiszolópapír szemcseméretének három fokkal finomabbnak kell lennie, mint az előző.
- A megfelelő csiszolás érdekében várjon, amíg az oldószerek teljesen elpárolognak, és a film megszárad, különben az anyag a papír alá gurul.
- Csiszolás után a felületet teljesen meg kell tisztítani, minden csiszolási maradékot, sót és zsírt el kell távolítani. Ne érintse meg a felületet puszta kézzel.

takarítás
Festés előtt, acc. a tömítőanyag újbóli felhordása előtt is, vagy Fontos, hogy távolítsa el az összes szennyeződést, például a csiszolási maradványokat, a sómaradványokat a vízből és a csiszolópapírból, a felesleges tömítőanyagot további tömítés vagy védelem esetén, a kezekből származó zsírt, a különböző szilikon termékek maradványait (beleértve a nyomokat is) , ha vannak ilyenek.
Ezért a felületnek teljesen tisztának és száraznak kell lennie, különben számos hiba fordulhat elő; kráterek és festékszórás, később festékrepedések és buborékok is. Ezeknek a hibáknak a kiküszöbölése általában lehetetlen, és teljes felületű csiszolást és újrafestést igényel. A tisztítást olyan tisztítószerrel végezzük, amelyet például száraz, száraz felületre viszünk fel. papírtörlőt is. A tisztítást többször megismételjük a bevonat előkészítése során.
Tömítés
A tömítés a legelterjedtebb módszer a süllyesztett és hibás járműalkatrészek szintezésére. Az alábbi képen a vonalzó és a test találkozása látható, amelyet tömítőanyaggal kell kitölteni. Általában ceruzával megjelölik a túlnyúlás körüli helyet, ahol fel kell hordani a tömítőanyagot.

A gitt klasszikus spatulával kerül a felületre azon a helyen, amelyet korábban ceruzával jelöltünk. A tömítőanyagot csupasz fémre kell felvinni, csiszolással tisztítani, hogy kellő keménységet és szilárdságot biztosítson, bár a modern cserepes tömítőanyagoknak szilárdan kell tapadniuk minden aljzathoz. A következő képen a felület készen áll a töltőanyag felhordására. az úgynevezett benyújtás folyamata.

A kitöltési hiányosságok okai és megelőzése
Foltok a felső rétegen
 Az okok:
Az okok:
- túl sok keményítő a polietilén tömítőanyagban,
- nem megfelelően kevert keményítő polietilén tömítőanyagban.
Hibajavítás:
- csiszolja le a lemezre és zárja le újra.
Kis lyukak
 Az okok:
Az okok:
- nem megfelelő tömítés (levegő vagy túl vastag egyes rétegek),
- az aljzat nem elég száraz,
- túl vékony réteg alapozó.
Hibamegelőzés:
- a lapátot többször meg kell nyomni ezen a helyen, hogy felszabaduljon a levegő,
- ha nagyobb vastagsággal tömítünk, több vékony réteget kell felvinni,
- alaposan szárítsa meg az alapanyagokat.
Hibajavítás:
- csiszolja le a lemezre és zárja le újra.
Lapozási nyomok
 Az okok:
Az okok:
- a tömítőanyag csiszolása nem megfelelő (túl durva) csiszolópapírral,
- régi festék csiszolása nem megfelelő csiszolópapírral.
Hibamegelőzés:
- használjon meghatározott szemcseméretű (érdességű) csiszolópapírt,
- Csiszolja le a nagy hornyokat finom csiszolópapírral.
Hibajavítás:
- csiszolja le a lemezre és zárja le újra.
teljesítmény
Az öntés fontos munkafolyamat a fedőlakk felhordása előtt. A kihívás a nagyon kicsi, de látható dudorok és karcolások vékony rétegének lefedése és felhordása, valamint a nyomtatott területek lefedése és elkülönítése.
Különböző típusú töltőanyagokat használnak különböző célokra:
- 2K poliuretán / akrilát alapú töltőanyag,
- vastag film (kompakt) töltőanyagok,
- vízbázisú töltőanyagok,
- töltőanyagok nedves nedves,
- tonizáló töltőanyag,
- átlátszó töltőanyagok (Fillsealer).
álcázás
A járművek minden festetlen részét és felületét le kell fedni, beleértve a dekoratív csíkokat is, amelyek nem bomlanak vagy bomlanak.
követelmények:
- a ragasztó- és borítószalagoknak nedvességállónak és ugyanakkor hőállónak kell lenniük,
- a papírnak áthatolhatatlannak kell lennie, hogy a tinta ne hatoljon át rajta.

rajz
- Festés előtt melegítse fel a járművet szobahőmérsékletre (18 ° C).
- A színnek és a hozzá tartozó összetevőknek (keményítő és hígító) is szobahőmérsékleten kell lenniük.
- Az őrlővíz keménységének a lehető legkisebbnek kell lennie. A maradék őrlővizet óvatosan le kell törölni, mivel a sómaradványok hólyagképződést okozhatnak a festett felületen.
- A sűrített levegőnek száraznak és tisztának kell lennie. A vízleválasztót rendszeresen ki kell üríteni.
- Ha nincs permetezőfülkénk, és a garázsban festünk, akkor különösen óvatosnak kell lennünk a levegő páratartalmával (például ne öntözzük a padlót, majd kapcsoljuk be maximálisan a radiátorokat). Ha a páratartalom túl magas, ennek megfelelően buborékok képződnek. bilincsek szerint mattító festék. Ugyanez a helyzet a porral is. A padlónak tisztának és száraznak kell lennie, és a levegőáramnak a lehető legalacsonyabbnak kell lennie.
- A festőfülkéket és a szárítószekrényeket fel kell szerelni friss levegővel, porszűrőkkel és gőzkimenetekkel, hogy megakadályozzák a festék elkenődését vagy a por felhalmozódását a festéken.
- Minden csiszolt területet újra védeni kell a korróziótól.
- Minden csomag piktogramok formájában tartalmaz használati utasításokat. Minden adat 20 ° C -os alkalmazási hőmérsékletre vonatkozik. Ha a hőmérséklet magasabb vagy alacsonyabb, a műveletet a tényleges körülményekhez kell igazítani. Ez nagyon fontos a fazékidő és a szárítás szempontjából, amelyek magasabb hőmérsékleten lerövidíthetők. az előírtnál hosszabb ideig alacsonyabb hőmérsékleten.
- Nagyon fontos a relatív páratartalom is, amely nem lehet magasabb 80%-nál, mivel ez nagyban lelassítja a száradást, és a festékfólia hiányos kiszáradásához is vezethet. Így a PE tömítéseknél lesz ragasztás ill. csiszolópapír eltömődése, 2K bevonatban, majd hólyagosodás a vízzel való reakció következtében. Többkomponensű bevonatok és teljes javítórendszer alkalmazása esetén csak egy gyártó termékeit szabad használni, és követni kell az utasításokat, mivel csak így érhető el a kívánt teljesítmény. Ellenkező esetben a felület gyűrődhet. Ezt a hibát nem az anyagok nem megfelelő minősége okozza, hanem az a tény, hogy a rendszerben lévő anyagok összeférhetetlenek. Bizonyos esetekben a ráncok nem azonnal jelennek meg, hanem csak egy bizonyos idő elteltével.
A hibák okai és megelőzése alapozók alkalmazása során színek
Buborékképződés
 Az okok:
Az okok:
- túl rövid szellőzési idő a rétegek között,
- túl vastag alapozó rétegek,
- vízmaradványok csiszolás után a sarkokban, éleken, kanyarokban,
- a vizet túl nehéz őrölni,
- szennyezett sűrített levegő,
- páralecsapódás a hőmérséklet ingadozásai miatt.
Hibamegelőzés:
- a rétegek közötti szellőzési időnek legalább 10 percnek kell lennie 20 ° C -on,
- ne hagyja megszáradni a csiszolás utáni vízmaradványokat, azokat le kell törölni,
- a sűrített levegőnek száraznak és tisztának kell lennie.
Hibajavítás:
- csiszolja a tányérra, és vigye fel újra.
Rossz, acc. nem megfelelő tapadás az aljzathoz
 Az okok:
Az okok:
- rosszul előkészített aljzat, zsírnyomok, ujjlenyomatok, por,
- az anyag hígítása nem megfelelő (nem eredeti) hígítóval.
Hibajavítás:
- festés előtt alaposan tisztítsa meg a felületet,
- előírt hígítószerek használata.
Hibajavítás:
- csiszolja a tányérra, és vigye fel újra.
Az aljzat feloldása
 Az okok:
Az okok:
- szárítatlan, kikeményítetlen korábbi festmény,
- a régi festékrétegek túl vastagok.
Hibamegelőzés:
- tartsa be az előírt szárítási időt
- tartsa be az előírt bevonatvastagságot
Hibajavítás:
- csiszolja a tányérra, és vigye fel újra
A házasság okai és megelőzése két- és háromrétegű festéssel
Foltozás
 Az okok:
Az okok:
- nem kielégítő felhordási technika (fúvóka, nyomás),
- túl rövid szellőzési idő,
- rossz hígítót használ,
- a festett felület nincs megfelelő hőmérsékleten (túl hideg, túl meleg).
Hibamegelőzés:
- az előírt felhordási technika alkalmazásával,
- előírt hígító használata,
- megfelelő szobahőmérséklet és festendő felület (18-20 ° C), valamint 40-60%-os maximális páratartalom biztosítása.
Hibajavítás:
- csiszolja le az alapra, és fesse újra.
Csöpögő
 Az okok:
Az okok:
- a HYDRO Base nem megfelelő viszkozitása,
- A HYDRO aljzat túl vastag,
- nem megfelelő szórópisztoly (fúvóka), nyomás,
- túl hideg anyag, túl alacsony alap- vagy szobahőmérséklet,
- rossz hígító használata.
Hibamegelőzés:
- a műszaki használati utasítások betartása,
- megfelelő szórópisztoly használatával,
- a tárgyat és az anyagot szobahőmérsékletre melegítik + 20 ° C -ra,
- az előírt hígítószer használatával.
Hibajavítás:
- csiszolja le az alapra, és fesse újra.
A színek típusai
Átlátszatlan színek olyan elsődleges színek, amelyeket önmagukban vagy más színekkel keverve használnak új árnyalatok létrehozásához, vagy alapbevonatként a különleges árnyalatokhoz és effektekhez. Nagyon gyakran használják átlátszó színekkel, amelyek az átlátszatlan színeknek világos árnyalatot adnak az igényeknek és elképzeléseknek megfelelően, akár közvetlenül ezeknek a színeknek a keverésével, akár az átlátszó rétegek közvetlen felhordásával. Átlátszatlan festékek használata esetén a fúvóka ajánlott átmérője legalább 0,3 mm. Ha a festékek hígabbak, akkor 0,2 mm -es fúvóka használható.
Átlátszó színek áttetsző színek félig fényes hatással. Más típusú festékekkel keverhetők, vagy közvetlenül más típusú festékekre is felvihetők. Sokoldalúak, és számos hatás elérésére használják. Más típusokkal keverve elérheti a kívánt árnyalatot. Például. Az átlátszó festékek alumíniumfestékkel való keverésével bármilyen árnyalat fémezését elérjük. A csillogó fényes szín létrehozásához az átlátszó színeket és a Hot Rod színeket (lásd alább) keverjük össze. Az átlátszó színek enyhe árnyalatot is adhatnak az átlátszatlan színekhez, új árnyalatot hozva létre az Ön ízlésének megfelelően. A festékek közvetlenül összekeverhetők, vagy átlátszó vagy átlátszatlan módon alkalmazhatók. Átlátszó festékek használatakor a javasolt fúvókaátmérő 0,3 mm vagy több. Ha a festékek hígabbak, akkor 0,2 mm átmérőjű fúvóka használható.
Fluoreszkáló festékek áttetsző, neon színek félig fényes hatással. Fehér alapfestékre vagy átlátszatlan vagy átlátszó festékekkel létrehozott világos háttérre permetezzük. A fluoreszkáló festékek kevésbé ellenállnak a napfény UV-sugárzásának, mint a hagyományos festékek. Ezért UV-védelemmel ellátott lakkot igényelnek. A fluoreszkáló festékekhez ajánlott fúvókaátmérő 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
Gyöngy színek használhatók önmagukban is a gyöngyházfényű csillogó hatás érdekében vagy más színekkel együtt. Átlátszó színekkel keverve csillogó színeket hozhat létre saját árnyalatában. Candy festékek alaprétegeként is használatosak, ami briliáns gyöngyházfényű színt eredményez különböző árnyalatokban. A fényes hatás érdekében a Candy festéket két-négy rétegben kell felhordani közvetlenül a gyöngyházfényű festékre. Az ajánlott fúvóka átmérő gyöngyházfényű festékekhez 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
fémes önmagában vagy más színekkel kombinálva használható. Ezek a színek sötét háttér előtt állnak a legjobban (a fekete egy átlátszatlan szín). Használhatók alapbevonatként is átlátszó vagy cukorka festékekhez, hogy egyedi fémes árnyalatokat hozzanak létre, amelyeket egyszerűen két-négy réteg átlátszó/cukorfesték közvetlenül a metálra felvitelével lehet létrehozni. Fémfestékekhez a javasolt fúvókaátmérő 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
Szivárvány színei önmagukban is használhatók finom szivárványeffektus létrehozására, amely fény hatására megváltozik a színárnyalat, vagy más típusú színek alapjaként is használhatók. Gyakran használják átlátszó vagy cukorka színek alapozójaként, amellyel saját árnyalatú szivárványhatású színeket hozhatnak létre (két-négy réteg átlátszó/cukorka színt közvetlenül a szivárványszínre felvive). A szivárványszínekhez javasolt fúvókaátmérő 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
Hi-Lite színek bármilyen színű háttérrel használhatók, hogy megkülönböztető színjavító hatást érjenek el. Úgy tervezték, hogy kis mennyiségben, egy -három rétegben alkalmazzák. A színváltó hatás kevésbé hangsúlyos a Hi-Lite színekben, mint a smaragd sorozatban. A Hi-Lite színek ideálisak olyan finom kiemelési effektus létrehozásához, amely legjobban nappali fényben vagy közvetlen mesterséges megvilágításban látható. A színek közvetlenül keverhetők átlátszó színekkel. Ennek eredményeként a szín könnyen megváltozik. A színek túlzott keverése elveszíti ezt a hatást, és a színek tejes pasztell hatást kapnak. A Hi-Lite színek nagyon jól kiemelkednek a sötét háttérrel, például az átlátszatlan feketével szemben. A Hi-Lite festékek ajánlott fúvókaátmérője 0,5 mm vagy nagyobb. Fúvóka átmérő 0,3 ill. 0,2 mm -t használhat, ha a színek hígabbak.
Smaragd színek Ezek olyan festékek, amelyek speciális pigmenttel rendelkeznek, amely a törési szögek alapján működik, ami a színárnyalat erős változásához vezet. A smaragd színek a megvilágítási szögtől függően drámaian megváltoztatják színüket. Ezek a színek állnak a legjobban sötét háttér előtt (átlátszatlan fekete). Ezt az árnyalatot úgy hozzák létre, hogy egy -két vékony réteg sötét alapfestéket visznek fel, majd két -négy réteg smaragdfestéket. Ezeknek a festékeknek a hígítása nem ajánlott, de szükség esetén hígítót csak kis adagokban adnak hozzá, hogy elkerüljék a festék túlzott elvékonyodását. Az Emerald Paint ajánlott fúvókaátmérője 0,5 mm vagy nagyobb.
Színek érzéke olyan speciális pigmenttel rendelkező festékek, amelyek a törési szögek alapján fejtik ki hatásukat, ami a színárnyalat erőteljes változásához vezet. Ezeknek a színeknek a színátmenete még gyenge fényviszonyok között is egyenletes és jól látható, és a hatás még hangsúlyosabb az éles gyűrődésű, egyenetlen tárgyakon. Az élénk színek a legjobban sötét háttér előtt tűnnek ki (fekete háttérszín). A kívánt hatást egy-két vékony réteg fekete alapfesték két-négy réteg Flair festékkel történő felhordásával érjük el. Ezeknek a festékeknek a hígítása nem javasolt, de szükség esetén csak kis mennyiségben adjon hozzá hígítót, hogy elkerülje a festék túlhígítását. A smaragdfestékek ajánlott fúvókaátmérője 0,5 mm vagy nagyobb.
Csillogó színek ezek enyhe csillogású színek. Részecskeméretük kisebb, mint a Hot Rod festékeké. Ezek a színek áttetszők, félig fényesek. Sötét háttér előtt (fekete háttérszín) tűnnek ki a legjobban. Egy -két vékony réteg fekete alapozó és két -négy réteg csillogó festék felvitele biztosítja a kívánt hatást. A csillogó festékek fúvókájának ajánlott átmérője 0,5 mm vagy több. Fúvóka átmérő 0,3 ill. 0,2 mm -t használhat, ha a színek hígabbak.
Kozmikus színek ezek finom csillagpor hatású színek. Szemcseméretük kisebb, mint a Hot Rod festékeké. Ezek a színek áttetszőek és félig fényesek. Sötét háttéren (fekete háttérszín) tűnnek ki a legjobban. A kívánt hatást egy-két vékony réteg fekete alapfesték két-négy réteg Cosmic festékkel történő felhordásával érjük el. A fényes szín eléréséhez a Cosmic színeket tiszta vagy édes színekkel keverik. A kapott festék színezéséhez két-öt réteg átlátszó festéket kell felvinni a Cosmic festékalapra. A térszínek egymással is keverhetők, hogy élénkebb színhatást érjünk el. Használhatja csillogó hatásukat is, és bármilyen átlátszatlan színű felületre felviheti. A Cosmic festékekhez ajánlott fúvókaátmérő 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
Hotrod festékek felelevenítik 50-60 autó úgynevezett "Retro színeit". évekig, nagyon lenyűgöző csillogó hatást keltve, amely közvetlen fényben ragyog és csillog. Ezek a színek állnak a legjobban sötét háttér előtt (fekete háttérszín). A kívánt hatást úgy érjük el, hogy egy -két vékony réteg fekete alapfestéket, majd két -négy réteg Hot Rod festéket viszünk fel. A ragyogás elérése érdekében a Hot Rod színeket közvetlenül át kell keverni tiszta vagy cukorka festékekkel. Az így kapott festék felhordásához vigyen fel egy -négy réteg bármilyen tiszta festéket a Hot Rod alapra. A Hot Rod színek egymással is keverhetők az élénkebb színhatás érdekében. A Hot Rod festék ajánlott fúvókaátmérője 0,5 mm vagy nagyobb. Fúvóka átmérő 0,3 ill. 0,2 mm -t használhat, ha a színek hígabbak.
Candy színek magas fényű koncentrált festékek, amelyek még teljes száradás után is frissen permetezett festéknek tűnnek (a teljes fényes hatás csak a felső réteg felvitele után jelenik meg). Bár a Candy színeket alapozóként használják, sok tekintetben eltérnek a klasszikus alapszínektől. A lakk nélküli cukorkafestékek nagyon érzékenyek a sérülésekre, és nem szabad őket közvetlenül maszkírozni (maszkolás előtt teljesen száraznak és festettnek kell lenniük). Candy festékek használata esetén a fedőlakkot a lehető leghamarabb fel kell vinni, mivel megvédi a festéket a szennyeződésektől és az ujjlenyomatoktól, amelyekre ez a festék nagyon érzékeny. Nagy területek permetezésekor ajánlatos a Candy festékeket átlátszó alappal keverni, nagy koncentrációjuk miatt. Szükséges, hogy a festék teljesen száraz legyen, a friss levegőn ez több órát is igénybe vehet. A Candy festékek ajánlott fúvókaátmérője 0,5 mm vagy több. Fúvóka átmérő 0,3 ill. Ha a színek hígabbak, akkor 0 mm -t lehet használni.
Alumínium színű szemcsemérettől függően három különböző minőségben kapható: finom, közepes, durva. Erősen fényvisszaverő, és főként cukorka virágok alapjául szolgál. Használható önmagában alumínium vagy fémes hatás létrehozására, vagy átlátszó festékekhez alaprétegként bármilyen fényvisszaverő hatású árnyalat létrehozásához. Egy másik lehetséges alkalmazás a különböző típusú alumíniumfestékek (finom, közepes, durva) szórása, majd bármilyen Candy festék felhordása. Az eredmény egy fényes festék, amely átmenet a különböző méretű alumíniumszemcsék között. Az alumínium festék jól fed, és általában egy réteg elegendő a teljes festéshez. Alumínium festékekhez ajánlott fúvókaátmérő 0,5 mm vagy több. Fúvóka átmérője 0,3 ill. Használhat 0,2 mm-t, ha a színek hígabbak.
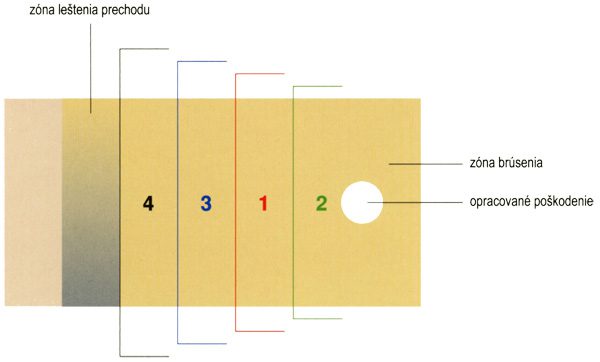
Festékszórózás
A jelenlegi gyors idők arra kényszerítik a járműtulajdonosokat, hogy a legtöbbet hozzák ki motortársaikból, és a legtöbbet hozzák ki belőle. Ez is növeli a nyomást a javítások sebességére, beleértve a festést is. Ha ez kisebb sérülés, akkor az úgynevezett festési részleges javítás idejét és költségét csökkenti - spray-vel. Vannak olyan speciális cégek a piacon, amelyek olyan rendszereket fejlesztettek ki, amelyek lehetővé teszik az ilyen munkát.
Az alap festésekor három problémával kell szembenéznünk:
- Az új alap árnyalatának eltérése az eredeti bevonathoz képest - szinte minden tényező befolyásolja: hőmérséklet, viszkozitás, nyomás, rétegvastagság stb.
- A világosabb alapcsík megjelenése azokon a részeken, ahol permetezünk (por), és megpróbálunk permetet létrehozni.
- Új tiszta festék kombinálása régi, sértetlen festékkel.
Ez a probléma általában elkerülhető, ha követi a festés előtti felület -előkészítésre vonatkozó utasításokat, és ilyen festésre tervezett anyagokat használ.
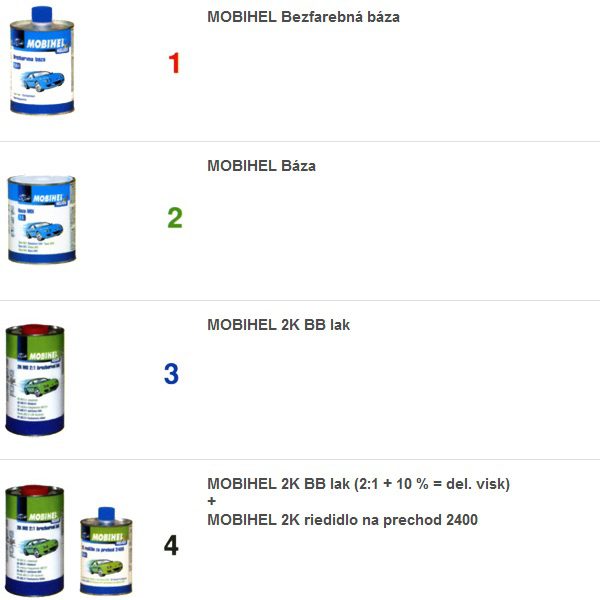
Spray festék séma
Karosszéria javítás
Karosszéria javítás PDR módszerrel (horpadás nélkül)
A PDR módszerrel lehetséges a fémlemez karosszériaelemek hidegbe igazítása kisebb sérülésekkel, például parkolás közbeni ütközés, más autóajtó, rongálás, jégeső stb. A PDR módszert nem csak a gyors és szakszerű fejlesztésre fejlesztették ki. javítsa ezeket a sérüléseket alacsony költséggel, de mindenekelőtt megőrizze az eredeti festéket és festéket anélkül, hogy a sérült területet csiszolni, csiszolni és újrafesteni kellene.
A PDR módszer eredete a 80 -as évekre nyúlik vissza, amikor a Ferrari technikusa megrongálta az egyik gyártott modell ajtaját, és nem volt pénze a későbbi javításokhoz. Ezért megpróbálta helyreállítani az ajtót úgy, hogy vaskarral összenyomta a lapot. Ezt a technikát ezután még néhányszor alkalmazta, és így olyan mértékben fejlesztette, hogy rájött a spontánabb, ill. szélesebb körben alkalmazták ezt a módszert, és úgy döntöttek, hogy az Egyesült Államokba mennek, és ezzel a technológiával keresnek pénzt, miközben szabadalmaztatják. Csak a következő húsz évben terjedt el ez a módszer az európai kontinensen, ahol - akárcsak Amerikában - nagyon sikeres volt, és még szélesebb körben alkalmazták.
Előnyök:
- Az eredeti, gitttől, aeroszoltól és hasonlóktól mentes festés megőrzése nagyon fontos, különösen az újabb és újabb autóknál. Az ok nyilvánvaló: sok esetben meg lehet őrizni az eredeti gyári festéket a szórás előtt, aminek az új, még el nem adott autóknál nagy jelentősége van.
- A javítási idő jelentős csökkenése a hagyományos festéshez képest, ez a javítási módszer többször gyorsabb.
- Csökkentett javítási költségek – Kevesebb javítási idő és kevesebb felhasznált anyag csökkenti a javítási költségeket.
- A javítás után nem marad nyoma - az ilyen javítások befejezése után az alkatrész felülete olyan lesz, mint az új.
- Nem használnak tömítőanyagot, így a javítandó terület ugyanolyan ellenáll a különböző terheléseknek, mint az alkatrész más részei, anélkül, hogy a tömítőanyag megrepedne.
- Lehetőség a javításra közvetlenül az ügyfélnél. Mivel a javításhoz leginkább egy szerelő szakképzett keze és néhány szerszám szükséges, a sérült terület szinte bárhol és bármikor javítható.
Javítási eljárás
A javítási eljárás azon alapul, hogy a kopott fémlemezeket a test belsejéből fokozatosan kinyomják anélkül, hogy károsítanák a festéket. A technikus a rögzítő lámpa fényében figyeli az autó karosszériájának felületét. A felületi egyenetlenségek torzítják a fényvisszaverődést, így a szakember meg tudja határozni a túlcsordulás pontos helyét és mértékét. Maga a nyomtatás fokozatosan megy végbe, készségeket és különböző formájú speciális eszközök és eszközök használatát igényli.


